Les différents formats de fichiers CNC
Découvrez comment utiliser vos fichiers STEP ou DXF et les convertir. Avec un point sur les problèmes fréquents dans le processus d'apprentissage du fraisage numérique.
Roldan D.
Sales & Marketing

Dans cet article, nous allons vous donner un aperçu rapide des principales opérations de fraisage CNC offertes par Autodesk Fusion360, dans le but de vous aider à identifier les meilleures pour votre prochain projet.
Tout d'abord, nous allons comparer les différentes opérations pour différentes utilisations avant de nous pencher sur chaque opération et sur la meilleure manière de les configurer correctement.
Remarque importante : en plaçant votre souris sur n'importe quelle option de Fusion, cela ouvre une petite fenêtre d'aide expliquant son fonctionnement.

Choisir les bonnes opérations pour une tâche spécifique peut être difficile du fait du nombre d'options disponibles. Commençons par une comparaison rapide des opérations de base.
Veuillez noter qu'il existe de nombreuses façons valables d'usiner, et que Autodesk Fusion propose d'autres opérations de fraisage que celles que nous présentons dans cet article. Nous avons décidé de nous concentrer sur les opérations les plus utilisées par la communauté Mekanika avec leurs fraiseuses numériques.
Le Contour est utilisé pour effectuer des coupes en 2D afin de libérer une pièce de son stock ou pour réaliser des fentes à l'intérieur de la pièce. Il peut également être utilisé pour nettoyer les bords intérieurs après une opération d'effacement adaptatif ou de poche. Pensez-y comme à une coupe de dégagement que vous feriez avec une scie sauteuse.

Lorsqu'il s'agit de fraiser des poches (en d'autres mots : de grands trous), vous avez deux options : l'opération Poche (Pocket) ou l'opération Évidement Adaptatif (Adaptive Clearing).
La principale différence entre les deux opérations est que Poche maintiendra un engagement constant de votre fraise dans le stock, tandis que l'Évidement Adaptatif prendra des morsures régulières, alternant donc entre la coupe et le refroidissement.
Alors que le mode Poche coupe constamment (et va donc plus vite que le mode adaptatif), l'engagement par alternance de l'outil durant une operation adaptative lui permettra de refroidir plus efficacement. C'est particulièrement utile lors d'usinage de matériaux durs et sujets a l'échauffement comme l'aluminium.
En résumé :

Le choix entre une opération en 2D ou en 3D est assez simple :
Le volume que vous voulez fraiser est-il une forme droite extrudée, ou y a-t-il des variations dans l'extrusion (chanfreins, filets, bosses, espaces, fentes, etc.) ?

Si ce que vous voulez fraiser est droit (image du dessus), choisissez une opération 2D. Sinon, utilisez une opération en 3D.
Remarque : Si vous utilisez une opération 2D au lieu de 3D sur le trou conique par exemple, vous obtiendrez un cylindre.

Forer avec une fraise à tête plate et une vitesse de rotation de broche faite pour l'usinage peut créer énormément de chaleur rapidement et créer des braises.
Pour graver du texte, des logos ou tout autre profil 2D dans votre matériau, Fusion360 dispose d'une fonction de gravure. Vous pouvez en savoir plus sur son utilisation dans notre article "Comment brander vos projets CNC".
Le fraisage de surfaces planes est l'un des atouts majeurs que peut offrir une fraiseuse CNC. Que vous souhaitiez utiliser votre CNC comme fraiseuse, fraiser des projets d'ingénierie ou simplement aplanir votre martyr, l'opération "Face" est celle que vous devez privilégier pour la mise à plat d'une grande surface.

Une machine à commande numérique n'est pas seulement utilisée pour des opérations en 2D comme la découpe de contours ou la réalisation de trous droits, elle vous donne la possibilité de fraiser des projets texturés en 3D qui auraient été impossibles à réaliser à la main (voir par exemple notre projet decarte topographique.
Ces types de projets utilisent souvent une opération de nettoyage adaptatif 3D (Adaptive Clearing) en premier lieu (pour dégrossir le matériau), puis une opération de festonnage (Scallop) avec une fraise à boule pour affiner la texture.
L'opération Scallop créera un parcours d'outil 3D autour d'un point et fera voyager la fraise tout autour de la texture que vous souhaitez usiner pour éliminer l'effet de rizière laissé par l'opération 3D Adaptive Clearing.
Remarque : Bien que vous puissiez utiliser une fraise à bout plat avec une opération de festonnage, elle laissera des bords plus tranchants qu'une fraise à bout sphérique et pourrait laisser des marques de coupe indésirables sur votre pièce qui seront très difficiles à poncer.
N'oubliez pas qu'il s'agit que de recommandations. Il existe un nombre infini de possibilités de configuration des opération de fraisage et vous devrez éventuellement adapter ces paramètres à vos besoins.
Dans le premier onglet, Outil : comme pour toute opération, il faut commencer par choisir la fraise que l'on souhaite utiliser pour cette opération. Dans notre exemple, nous allons choisir une fraise plate de 8mm (de nos pack de fraises) pour laquelle nous avons choisi les préréglages "hard wood preset".

Dans le deuxième onglet, Géométrie, sélectionnez le contour que vous voulez fraiser.
Sélectionnez le contour que vous souhaitez atteindre avec le bout de la fraise : donc si vous souhaitez détacher une pièce, vous devez sélectionner son contour inférieur (et pas celui en haut de la pièce).
S'il s'agit d'un contour extérieur, nous devons utiliser des onglets afin que, lorsque la fraise atteint le bas de notre pièce, la pièce ne puisse pas bouger (ce qui pourrait être dangereux ou abîmer la pièce si elle touche la fraise pendant qu'elle se retire).

Remarque : Modifiez la largeur, la hauteur et l'espacement des onglets jusqu'à ce que vous ayez l'impression que la pièce sera suffisamment maintenue sans que ca devienne un cauchemar à retirer. En général, 4 onglets par pièces suffisent.
Le troisième onglet, Hauteurs, est utilisé pour définir les hauteurs de références pour la machine (par exemple la hauteur au-dessus du modèle où la fraise doit se déplacer lorsqu'elle ne coupe pas).
L'édition de cet onglet est facultative car Fusion propose de bons pré-réglages, mais vous pourrez être amené à modifier ces valeurs si vous utilisez des fraises longues ou si vous fraisez des pièces très épaisses.

Dans tous les cas, si vous utilisez des pinces pour fixer votre crosse à votre martyr, nous vous conseillons de ne pas modifier ces valeurs. Si vous avez fixé votre brut à l'aide de vis, vous pouvez modifier les valeurs jusqu'à celles indiquées dans la figure ci-dessous (mais pas en dessous).

Dans le quatrième onglet, Passes, vous ne devez modifier que la valeur de l'étape Profondeur multiple - Profondeur de passe maximum (Multiple depth - Maximum roughing stepdown) et les valeurs de Surépaisseur (Stock to leave).


Le dernier onglet, Liaisons, permet d'indiquer à Autodesk Fusion 360 comment vous voulez que votre fraise entre et sorte de la pièce.
Nous recommandons d'utiliser des Rampes plutôt que des plongées et Transitions proposées de base par Fusion.
Votre onglet de menu devrait donc ressembler à ceci (retirez les transitions d'entrée et de sortie et ajoutez la rampe).
L'angle de rampe (Ramping Angle) dépend de la dureté du matériau que vous fraisez.
Voici des valeurs que nous recommandons :
- MDF: 20° to 30°
- Contreplaqué: 15° to 20°
- Bois tendre: 10° to 15°
- Bois de feuillus: 5 to 10°
- Aluminium: 1 to 4°

Remarque : Si vous avez modifié les valeurs de hauteur à l'étape 3, vous devrez modifier la valeur "Distance de sécurité" (Safe Distance). Sinon, vous pouvez utiliser les valeurs par défaut de Fusion360.
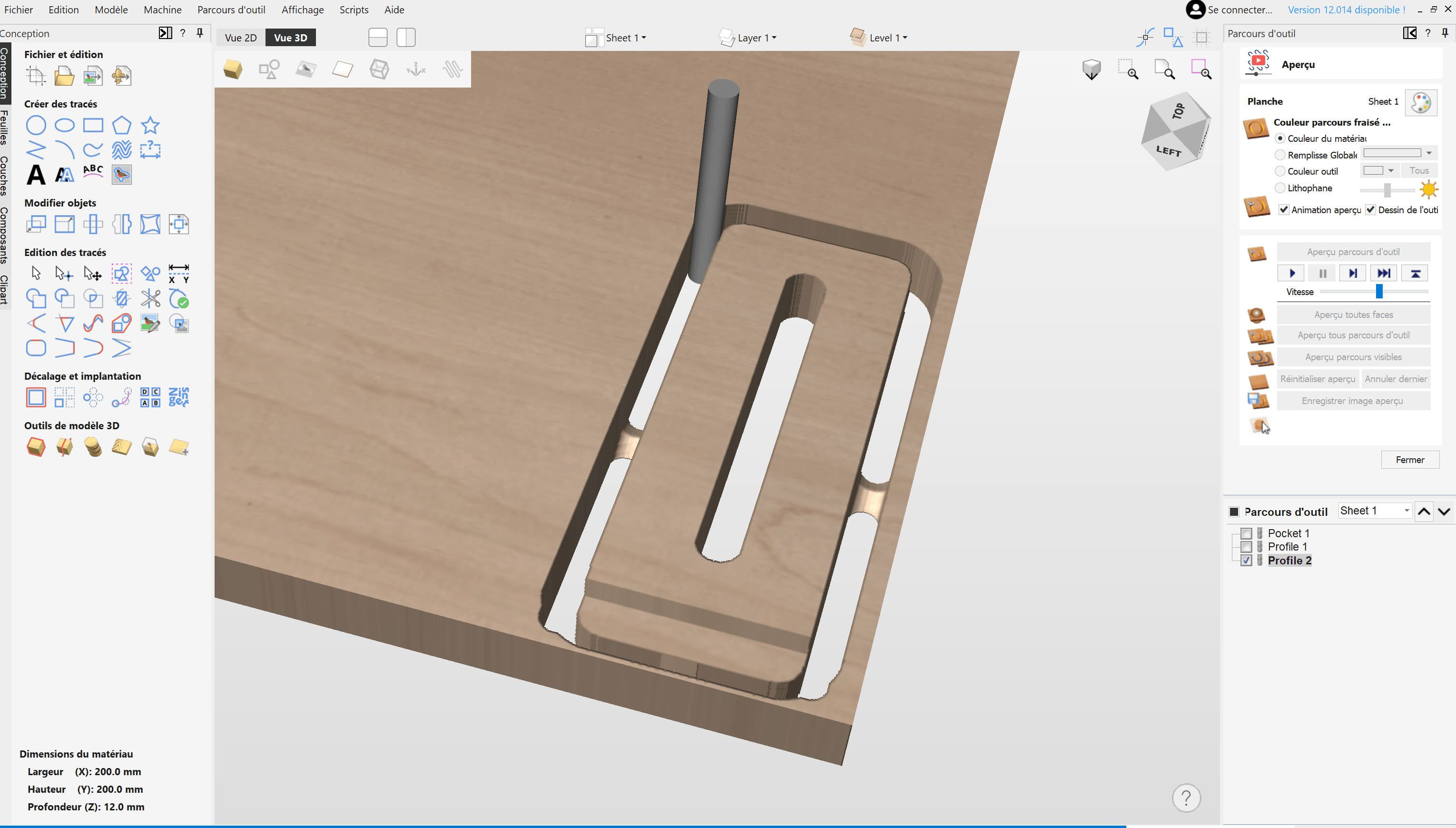
Pour fraiser les poches, vous devez choisir entre 2 opérations différentes (comme expliqué précédemment) : Poche et Evidement adaptatif. Veuillez vous référer à l'explication ci-dessus pour en savoir plus sur ces deux opérations.
Comme pour l'opération de contour, nous allons commencer par définir l'Outil et le préréglage de la fraise que nous voulons utiliser.
Nous pouvons ensuite sélectionner la/les poche(s) que nous voulons fraiser dans l'onglet Géométrie.
Sélectionnez toujours le fond de la poche (ça peut-être la face du fond ou le contour du fond). De la même manière que pour l'opération Contour, nous pouvons optionnellement ajuster les hauteurs dans le troisième onglet du menu. Et ici aussi, l'onglet Passes du menu n'est utilisé que pour régler les passes multiples et la profondeur de passes ainsi que les éventuels réglages de surépaisseurs.
Le cinquième onglet du menu de cette opération est assez similaire à celui que nous avons pour l'opération Contour, sauf que nous avons plusieurs options pour les rampes.

Nous recommandons d'utiliser des Hélices ou des Profils pour tous les matériaux avec des angles de même valeur que ceux recommandés pour l'opération contour ci-dessus.
La seule différence dans les paramètres par rapport à l'opération Pocket se trouve dans le quatrième onglet du menu (Passes).
La Charge Optimale doit toujours être inférieure au rayon de votre outil (dans notre cas, inférieur à 4 mm). Une valeur supérieure ferait chauffer la fraise plus rapidement. Une valeur inférieure lui donne plus de temps pour refroidir, mais augmente également le temps de fraisage.
Le principal avantage du mode adaptatif est que vous pouvez en général augmenter la profondeur de coupe. Alors que nous utilisions une profondeur de coupe de 3,5 mm lors de la configuration de l'opération Poche, nous allons maintenant passer à une profondeur de 5 mm.

Il y a peu de paramètres à modifier lorsque vous utilisez l'opération d'alésage (Bore). Il suffit de sélectionner le bon outil, le préréglage et les trous que vous souhaitez aléser.
Comme toujours, vous pouvez (en option) modifier les hauteurs pour faire face à un matériau épais ou à des fraises longues. Il n'est pas nécessaire de définir des façons d'entrer et de sortir du matériau, car l'opération Bore décrira forcément une hélice en plongeant dans le brut.
Vous pouvez néanmoins configurer l'angle de cette hélice. Divisez par 2 les paramètres d'angle recommandés pour les rampes de contour afin d'obtenir des angles pour l'alésage.

Commencez par sélectionner la fraise ainsi que ses vitesses d'avance et de rotation (ou en prenant un preset).
Conseil : Bien que les opérations de Crête Constante (Scallop) fonctionnent avec n'importe quelle fraise, nous recommandons d'utiliser des fraises à bout sphérique pour obtenir de meilleurs résultats.
Dans le deuxième onglet, vous avez les champs suivants à modifier :

Comme toujours, le troisième onglet du menu (Hauteurs) est facultatif.
Dans le quatrième onglet du menu, Passes, vous trouverez le paramètre le plus important pour cette opération : le Recouvrement
La valeur Recouvrement est ce qui définit la distance latérale entre deux passages de l'outil. Plus elle est petite, plus le lissage 3D sera précis. Mais plus l'opération sera longue à exécuter...
Vous pouvez gagner beaucoup de temps en dégrossissant la matière avant d'effectuer un lissage 3D en crête constante (scallop). Utilisez une opération d'évidement de poche 3D avant, par exemple, avec une surépaisseur de 0,5 mm, de cette façon vous pouvez exécuter le lissage plus rapidement car il n'enlèvera que peu de matière.
Référez-vous à nos article "Comment brander vos projets CNC" et "Quelles sont les meilleures techniques de gravure sur bois ?" pour tout savoir sur l'opération de gravure.
Pour configurer une opération de surfaçage (Face), commencez par sélectionner l'outil, puis choisissez son Avance et Vitesse de rotation (ou sélectionnez un preset).
Dans l'onglet Géométrie du menu, sélectionnez le contour de la face que vous souhaitez atteindre et surfacer (mettre à plat).

Dans le quatrième onglet du menu, Passes, modifiez les paramètres suivants :

Mekanika est une entreprise belge basée à Bruxelles dont l'ambition est de rendre la production locale plus accessible grâce à une approche 100% open-source.
Nous concevons et produisons des machines de haute qualité pour le fraisage CNC et la sérigraphie, qui ont été reconnues pour leur fiabilité et leur facilité d'utilisation. Nos outils sont livrés en kits et entièrement documentés, permettant facilement de les adapter à des besoins spécifiques.
Visitez notre boutique pour en savoir plus, ou consultez notre ressources en ligne et tutoriels pour continuer à apprendre.
Découvrez comment utiliser vos fichiers STEP ou DXF et les convertir. Avec un point sur les problèmes fréquents dans le processus d'apprentissage du fraisage numérique.
Roldan D.
Sales & Marketing
Apprenez comment créer votre projet et générer du G-Code à partir de VCarve Pro ou Aspire pour usiner facilement vos pièces sur une fraiseuse CNC.
Xavier K.
CNC Training

Gravure à chaud, gravure à froid, outils et tutoriels : tout ce que vous devez savoir sur comment utiliser votre fraiseuse pour faire de la gravure CNC sur bois.
Quentin L.
Content Creation