
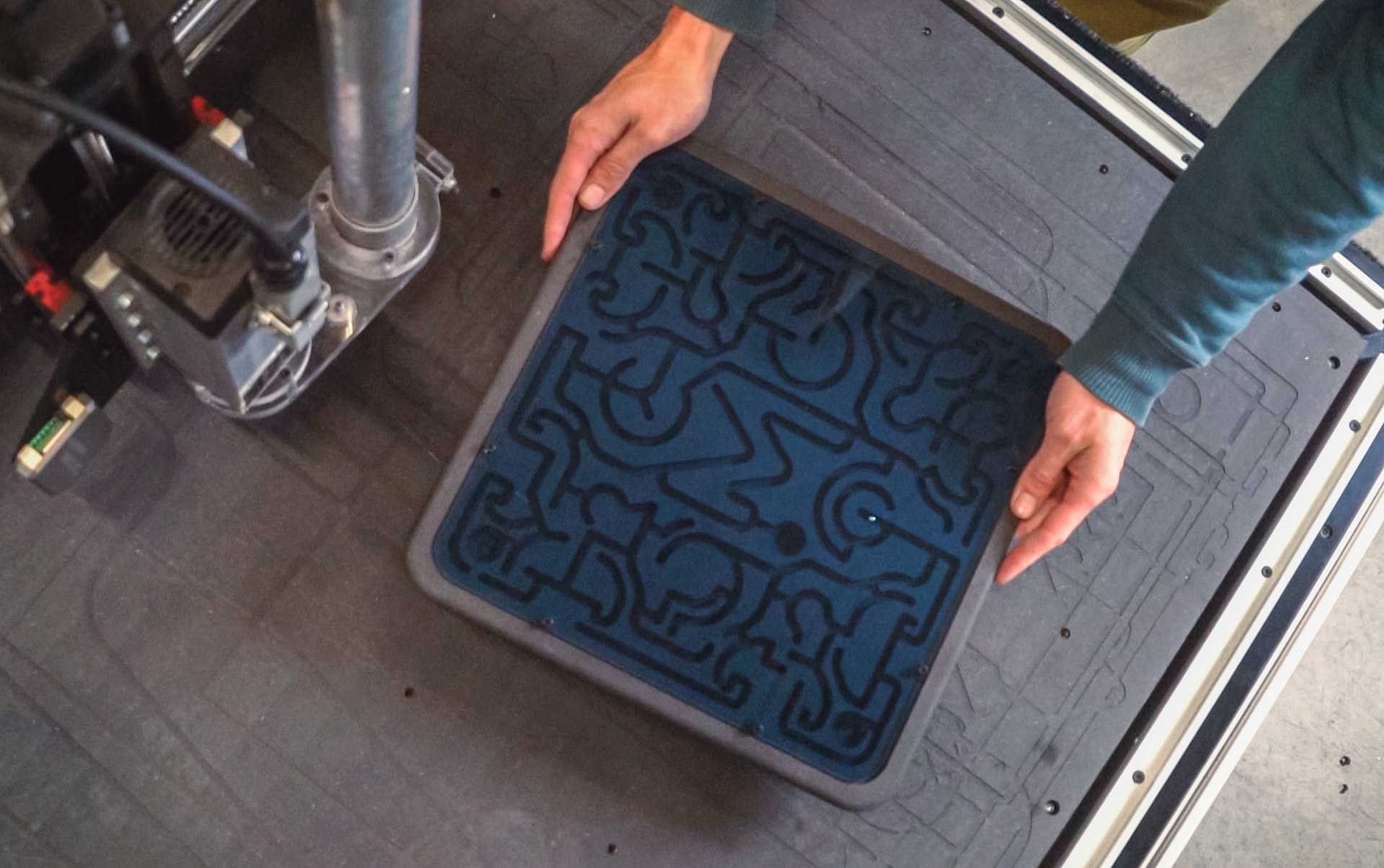
Créer un labyrinthe à bille avec ta CNC
Un guide pour créer un labyrinthe à billes en bois et apprendre quelques opérations de base en fraisage CNC. C'est un projet facile pour apprendre à utiliser ta CNC.

Quentin Liard
Community Manager
Ce projet est relativement complexe. Nous te recommandons de t'y attaquer après avoir acquis une certaine expérience du fraisage CNC.
Comme les pièces sont relativement larges et fines pour ce projet, un bon serrage est très important ! Nous recommandons d'utiliser au moins une pince (ou une vis) tous les 20 cm pour réduire les vibrations et améliorer la qualité de ta finition de surface.
Le casier est fabriqué à partir de 5 pièces de bois massif.
Si tu te sens à l'aise avec Autodesk Fusion 360, tu peux modifier le projet pour accueillir plus de bouteilles ou même graver un logo sur les côtés.
Le casier est composé de 5 pièces, mais 2 sont identiques.
Le matériau brut doit mesurer 400x600 mm, mais tu peux aussi ouvrir le fichier original et modifier les dimensions.
Nous avons utilisé du bois de hêtre pour notre casier, mais tu peux utiliser n'importe quel matériau pour ce projet. N'oublie pas que le projet est conçu pour un matériau de 20 mm d'épaisseur et que toutes les pièces s'emboîtent les unes dans les autres à l'aide de mortaises et de tenons. Si tu décides d'utiliser un matériau d'une autre épaisseur, tu devras modifier le projet Fusion 360 en redessinant toutes les mortaises.
Surdimensionne ta pièce (+20 mm de chaque côté) pour pouvoir la fixer correctement sur la planche du spoilboard. Le fait de la fixer fermement sur la planche du spoilboard évitera non seulement à ta pièce de s'envoler, mais réduira également la quantité de vibrations pendant le fraisage et, par conséquent, améliorera la finition de surface. Consulte notre article « Avances et vitesses expliquées » pour en savoir plus sur l'influence des paramètres sur tes résultats de fraisage.
Nous avons utilisé une fraise plate de 6 mm à 3 cannelures pour fraiser nos pièces. Tu peux les acheter directement sur notre boutique en ligne.
Si tu souhaites modifier le projet Autodesk Fusion 360 (pour utiliser une autre fraise par exemple), tu peux le télécharger en cliquant ici.

Tout a été regroupé dans un seul fichier G-code avec une première opération pour nettoyer les trous de poche et une seconde pour découper les contours.
Des onglets maintiennent les pièces en place, tu devras donc les découper à l'aide d'un ciseau à bois après coup.
N'hésite pas à télécharger le design pour modifier des éléments si tu le souhaites.
Mekanika est une entreprise belge basée à Bruxelles dont l'ambition est de rendre la production locale plus accessible grâce à une approche 100% open-source.
Nous concevons et produisons des machines de haute qualité pour le fraisage CNC et la sérigraphie, qui ont été reconnues pour leur fiabilité et leur facilité d'utilisation. Nos outils sont livrés en kits et entièrement documentés, permettant facilement de les adapter à des besoins spécifiques.
Visitez notre boutique pour en savoir plus, ou consultez notre ressources en ligne et tutoriels pour continuer à apprendre.
Un guide pour créer un labyrinthe à billes en bois et apprendre quelques opérations de base en fraisage CNC. C'est un projet facile pour apprendre à utiliser ta CNC.
Quentin Liard
Community Manager

Cette guitare a été imaginée et dessinée par Hussein de Barada Guitars, avec l'aide de son ami Austin, qui a apporté son expertise à la conception des fichiers CAD.

Roldan Descamps
CEO

Ce guide détaille la création d'une table de ping pong pliable entièrement conçue en panneaux de bois découpés à la CNC.
Quentin Liard
Community Manager