Was ist G-Code?
Ursprünglich wurden Holz- und Metallbearbeitungsmaschinen manuell betrieben und mit Kurbeln gesteuert. Die menschliche Kraft wurde allmählich durch Dampfmaschinen und Elektrizität ersetzt, aber bis Mitte des 20.
In den 40er Jahren montierte John T. Parsons einen Servomotor an die Kurbeln, um sie zu automatisieren, und war damit einer der Pioniere der numerischen Steuerung für Werkzeugmaschinen.
In den 50er Jahren entwickelten Ingenieure am MIT eine Sprache, um mit der Maschine zu kommunizieren. So entstand der G-Code - eine Sprache, mit der man einer Maschine Informationen senden kann, um ihr mitzuteilen, wohin sie fahren soll, wie schnell sie fahren soll und was sie auf dem Weg dorthin tun soll. Sie hat sich inzwischen als universelle Sprache für die CNC-Bearbeitung durchgesetzt.
Was ist ein Postprozessor?
Die Nachbearbeitung ist der letzte Schritt, bei dem die CAM-Software die entworfenen Werkzeugwege in G-Code übersetzt, den die CNC-Maschine verstehen und lesen kann, um Operationen wie Schneiden, Bohren oder Fräsen am Werkstück durchzuführen. Im Wesentlichen passt das Post-Processing die allgemeine Ausgabe der CAM-Software an die spezifischen Anforderungen und Fähigkeiten der jeweiligen Maschine an.
In Anbetracht der zahlreichen verfügbaren CAM-Lösungen, von denen jede ihre eigenen einzigartigen Eigenschaften hat, bietet Mekanika nicht für jede einen eigenen Postprozessor an. Sie können jedoch immer einen Postprozessor finden, der lesbaren G-Code erzeugt, auch wenn einige Kompromisse notwendig sein könnten.
Beachten Sie, dass wir immer die Verwendung von Fusion360 empfehlen, für das es einen unterstützten Postprozessor gibt, der für Mekanika CNC-Fräsmaschinen optimiert ist. Der Installationsprozess ist hier beschrieben.
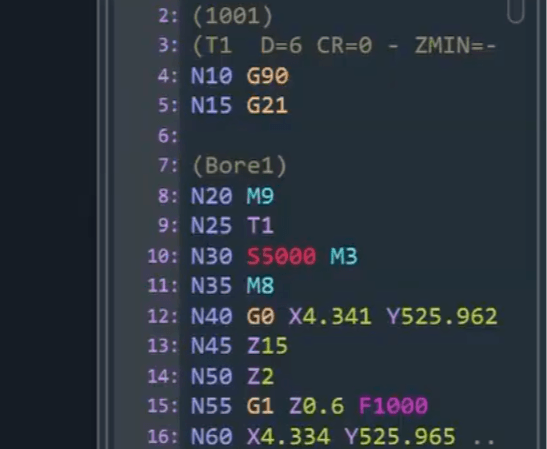
Der G-Code besteht aus Buchstaben- und Zahlenfolgen wie dieser, die verschiedene Klassen von Maschinenbefehlen umfassen.

Es gibt verschiedene Arten von Codes:
1. Codes, die mit G beginnen, sind Vorbereitungsfunktionen, die der Maschine eine bestimmte Aufgabe zuweisen, so wie sie ist:
- "Ein Loch machen"
- "Eine Linie fräsen"
- "Dorthin bewegen"
2. Die Codes, die mit M beginnen, sind verschiedene Maschinenbefehle. Sie werden normalerweise verwendet, um etwas ein- oder auszuschalten, z. B. eine Spindel oder ein Kühlsystem.
3. Codes, die mit D, H oder T beginnen, definieren die zu verwendenden Werkzeuge und die für dieses Werkzeug zu verwendenden Versätze.
4. Codes, die mit F oder S beginnen, definieren die Fahr- und Drehgeschwindigkeiten der Maschine. Wörtlich: der"Vorschub" und die"Geschwindigkeit". Weitere Informationen finden Sie in unserem gleichnamigen Artikel.
Die verschiedenen Codes im G-Code sind in Gruppen unterteilt. Eine Zeile des G-Codes besteht aus mehreren Funktionen, kann aber nur eine Aktion pro Gruppe enthalten, um Fehler zu vermeiden. Zum Beispiel kann die Maschine nicht aufgefordert werden, gleichzeitig ein Loch zu bohren und ein Gewinde zu schneiden.
Um die verschiedenen Gruppen von G-Code und die Parameter der einzelnen Funktionen zu entdecken, gibt es Referenztabellen, wie die von LinuxCNC.
Dateiformat
Der wichtigste Aspekt des von einem Postprozessor erzeugten G-Codes ist sein Format. Um von einer Mekanika-Maschine gelesen werden zu können, muss er dem Standard RS274/NGC G-Code-Format entsprechen. Detaillierte Informationen über diesen Standard finden Sie hier.
Solange die Datei korrekt formatiert ist, kann sie jede beliebige Erweiterung haben und trotzdem von Ihrem Computer gelesen werden, einschließlich .ngc, .nc, .gcode, .tap, .txt, um nur einige zu nennen.
Wenn die Datei nicht richtig formatiert ist, kann sie wahrscheinlich nicht von der Maschine gelesen werden.
Aus diesem Grund enthalten die meisten CAM-Umgebungen standardmäßig einen LinuxCNC-Postprozessor (früher bekannt als EMC2), der gut mit unseren Maschinen zusammenarbeitet.
Postprozessor-Optionen
Wenn Sie in Ihrer CAM-Umgebung auf "Postprozessor" oder "G-Code erzeugen" klicken, werden Sie wahrscheinlich ein Dialogfenster wie dieses sehen:

Wichtig sind hier die "Post-Eigenschaften", die anzeigen, welche Art von Merkmalen Ihr G-Code haben wird und wie er formatiert sein wird. Durch die Bearbeitung dieser Eigenschaften wird der aus Ihrem Werkzeugweg generierte Code verändert.
Einige CAM-Umgebungen bieten auch die Möglichkeit, den Header Ihres Codes zu ändern, unabhängig vom verwendeten Postprozessor. Dies kann ebenfalls sehr nützlich sein, da der größte Teil der Codekonfiguration dort liegt, wie im Folgenden erläutert wird.
Programm-Kopfzeile
Wenn Sie einen Mekanika-Postprozessor verwenden, wird Ihre Datei höchstwahrscheinlich mit den folgenden Zeilen beginnen, je nachdem, welche Post-Eigenschaften Sie definiert haben.

Wenn Sie nicht unseren Postprozessor verwenden, könnten bestimmte Befehle fehlen. Wir erklären Ihnen, was sie bedeuten, und geben Ihnen einen Einblick in die Bedeutung der einzelnen Befehle.
G90 G94 G17 G91.1 G21 - Optional
Diese Befehle sind oft optional, sie geben an, dass die Koordinaten in Millimetern ausgedrückt werden, dass die Maschine mm/min für F-Befehle (Vorschubgeschwindigkeit) verwenden soll oder dass sie Kreisbewegungen mit IJK-Befehlen ausführen soll.
(ALLES IN RÄHMEN) - Optional
Es handelt sich um Kommentare, d.h. die Maschine liest sie nicht und sie dienen als Hinweise für den Benutzer: Werkzeugspezifikationen, Bezeichnungen der Arbeitsgänge, mögliche Warnungen und Fehler usw.
T1 - Wichtig
Die Maschine lädt die Werkzeugnummer, die für diese Operation gewählt wurde, in diesem Fall Werkzeug 1. Dieser Befehl ist nur optional, wenn Sie nur ein Werkzeug in Ihrem Code verwenden. Wenn Sie einen Werkzeugwechsel in Ihrem Programm durchführen möchten, müssen Sie die Werkzeugnummern in Ihrem CAM-Programm definieren.
S17000 M3 - Wichtig
M3 startet die Spindel, S17000 definiert die Drehzahl auf 17.000 U/min. Wenn Sie eine Spindel verwenden, die automatisch von der Maschine gesteuert wird (VFD oder DI für Mekanika-Maschinen), dann ist dieser Befehl obligatorisch. Fehlt er, fährt die Maschine los, ohne die Spindel einzuschalten;
G17 G90 G94 - Optional
Andere optionale Konfigurationsbefehle, G17 definiert, dass wir in der XY-Ebene arbeiten, die anderen sind Wiederholungen der obigen Befehle.
G54 - Wichtig
Dieser Befehl bedeutet, dass die Maschine die Positionen anfahren wird, die mit dem ersten ausgewählten Arbeitsversatz zusammenhängen (die Arbeitskoordinaten, die Sie auf Ihrem Werkstück definiert haben)
G64 P0.1 - Wahlweise
Benutzen Sie diesen Befehl, wenn Sie auf Ihrer Werkzeugbahn Überlappungstoleranzen verwenden wollen (fortgeschritten und in den meisten Fällen nicht wichtig).
Danach sollten Sie die ersten Verfahrbefehle erscheinen sehen, nämlich mit G0 und G01.
PROGRAMM-ENDE
Das Ende des G-Codes sollte überschaubarer sein. Nach den letzten Bewegungsanweisungen sollten Sie mindestens diese beiden Zeilen sehen:
M5 - Wichtig
Stoppt die Spindel, wenn nicht vorhanden, müssen Sie sie am Ende des Programms manuell ausschalten.
M30 - Wichtig
Hält das Programm an, was dem Drücken der Stopptaste auf Ihrer Schnittstelle oder Tastatur entspricht. Fehlt dieser Befehl, hält die Maschine einfach an und wartet auf den nächsten Befehl.
Beachten Sie, dass dieses Dokument bietet eine sehr kurze Einführung in die Post-Prozessor-Optionen und G-Code. Für weitere Informationen darüber, wie G-Code funktioniert mit unseren Maschinen, empfehlen wir Ihnen, dass Sie unsere Download-Center besuchen und laden Sie das Dokument namens "PlanetCNC G-Code Referenz"