Qu'est-ce que le G-code ?
À l'origine, les machines à bois et à métaux étaient actionnées manuellement et commandées par des manivelles. La force humaine a été lentement remplacée par la machine à vapeur puis par l'électricité, mais les machines sont restées contrôlées manuellement jusqu'au milieu du 20e siècle.
Dans les années 40, John T. Parsons a monté un servomoteur sur les manivelles pour les automatiser et a été l'un des pionniers de la commande numérique pour les machines-outils.
Plus tard, dans les années 50, des ingénieurs du MIT ont développé un langage pour communiquer avec la machine. C'est ainsi que le G-code est né - un langage vous permettant d'envoyer des informations à une machine, de lui dire où aller, à quelle vitesse, ainsi que ce qu'elle doit faire en chemin. Il a aujourd'hui été accepté comme le langage universel pour le fraisage numérique.
Qu'est-ce qu'un post-processeur ?
Le post-processeur est l'étape finale au cours de laquelle le logiciel de FAO traduit les trajectoires d'outils conçues en G-code, que la fraiseuse CNC peut comprendre et lire pour effectuer des opérations telles que la coupe, le perçage ou le fraisage sur la pièce à usiner. En bref, le post-processing adapte la sortie générique du logiciel de FAO aux exigences et aux capacités spécifiques de la machine utilisée.
Etant donné le grand nombre de solutions FAO disponibles, chacune avec ses propres caractéristiques, Mekanika n'offre pas de post-processeur personnalisé pour chacune d'entre elles. Cependant, vous pouvez toujours trouver un post-processeur qui génère un G-code lisible, même si certains compromis peuvent être nécessaires.
Notez que nous recommandons toujours d'utiliser Fusion360, pour lequel il existe un post-processeur optimisé pour les fraiseuses CNC Mekanika. Le processus d'installation est décrit ici.
Le G-Code est constitué de chaînes de lettres et de chiffres comme celle-ci, comprenant différentes classes de commandes machine :

Il existe différents types de codes :
1. Les codes qui commencent par G sont des fonctions de préparation, qui indiquent une tâche spécifique à la machine telle que :
- "Fais un trou"
- "Fraise une ligne"
- "Déplace-toi ici"
2. Les codes qui commencent par M sont des commandes machine diverses. Elles sont généralement utilisées pour mettre en marche ou arrêter quelque chose, comme une broche ou un système de refroidissement.
3. Les codes qui commencent par D, H ou T définissent les outils à utiliser et les compensations à utiliser avec cet outil.
4. Enfin, les codes qui commencent par F ou S définissent les vitesses de déplacement et de rotation de la machine. Littéralement "Feed" et "Speed". Pour plus d'informations, consultez notre article éponyme.
Les différents codes du code G sont divisés en groupes. Une ligne de code G est composée de plusieurs fonctions, mais ne peut contenir qu'une seule action par groupe, afin d'éviter les erreurs. Par exemple, on ne peut pas demander à la machine de percer et de tarauder un trou en même temps.
Pour découvrir les différents groupes de G-code et les paramètres de chaque fonction, il existe des tableaux de référence, comme celui de LinuxCNC.
Formats de fichiers
L'aspect le plus important du G-code généré par un post-processeur est son format. Pour être lisible par une machine Mekanika, il doit être conforme au format standard RS274/NGC G-code. Des informations détaillées sur cette norme sont disponibles ici.
Tant que le fichier est correctement formaté, il peut avoir n'importe quelle extension et être lu par votre machine, y compris .ngc, .nc, .gcode, .tap, .txt, pour n'en citer que quelques-unes.
Si le fichier n'est pas correctement formaté, il ne pourra probablement pas être lu par la machine.
C'est pourquoi la plupart des environnements de FAO incluent par défaut un post-processeur LinuxCNC (anciennement connu sous le nom d'EMC2), qui fonctionne bien avec nos machines.
Options de post-processeurs
Dans votre environnement de FAO, lorsque vous cliquez sur "Post-process" ou "Generate G-code", vous verrez probablement une fenêtre de dialogue comme celle-ci :

La partie importante ici est la rubrique "Propriétés du Post", qui indique le type de caractéristiques de votre G-code et la manière dont il sera formaté. L'édition de ces propriétés modifiera le code généré à partir du chemin d'accès à l'outil.
Certains environnements de FAO offrent également la possibilité de modifier l'en-tête de votre code, quel que soit le post-processeur utilisé. Cela peut s'avérer très utile, car c'est là que se trouve la majeure partie de la configuration du code, comme nous l'expliquons ci-dessous.
En-tête (header) du programme
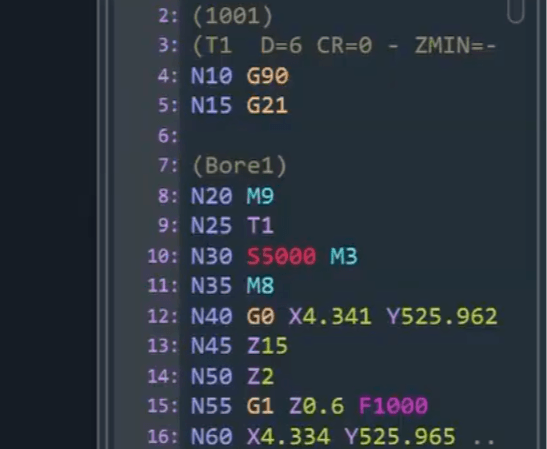
Si vous utilisez un post-processeur Mekanika, votre fichier commencera probablement par les lignes suivantes, en fonction des propriétés de post-processeur que vous avez définies.

If you don’t use our post-processor, certain commands might be missing. So, let’s break it down to explain what they mean and give you an insight into how important each one is.
Si vous n'utilisez pas notre post-processeur, certaines commandes peuvent vous manquer. Nous allons donc les décomposer pour vous expliquer ce qu'elles signifient et vous donner un aperçu de l'importance de chacune d'entre elles.
G90 G94 G17 G91.1 G21 - Optionnel
Ces commandes sont souvent optionnelles, elles indiquent que les coordonnées sont exprimées en millimètres, que la machine doit utiliser des mm/min pour les commandes F (vitesse d'avance), ou qu'elle doit effectuer des mouvements circulaires en utilisant les commandes IJK.
(TOUT CE QUI EST ENTRE PARENTHÈSES) - Optionnel
Il s'agit de commentaires, ce qui signifie que la machine ne les lira pas et qu'ils servent d'indications à l'utilisateur : spécifications des outils, noms des opérations, avertissements et erreurs éventuels, etc.
T1 - Important
La machine charge le numéro d'outil qui a été choisi pour cette opération, dans ce cas, l'outil 1. Cette commande n'est optionnelle que si vous n'utilisez qu'un seul outil dans votre code. Si vous souhaitez changer d'outil dans votre programme, vous devrez définir des numéros d'outils dans votre FAO.
S17000 M3 - Important
M3 démarre la broche, S17000 définit la vitesse de rotation à 17'000 rpm. Si vous utilisez une broche commandée automatiquement par la machine (VFD ou DI pour les machines Mekanika), cette commande est obligatoire. Si elle est absente, la machine se mettra en mouvement sans que la broche ne soit allumée ;
G17 G90 G94 - Optionel
Autres commandes de configuration optionnelles, G17 définit que nous travaillons dans le plan XY, les autres sont des répétitions des commandes ci-dessus.
G54 - Important
Cette commande signifie que la machine se déplacera sur les positions liées au premier décalage de travail sélectionné (les coordonnées de travail que vous avez définies sur votre pièce).
G64 P0.1 - Optionnel
Utilisez cette commande si vous souhaitez utiliser les tolérances de mélange sur votre chemin d'outil (avancé et peu important dans la plupart des cas).
Ensuite, vous devriez voir apparaître les premières commandes de mouvement, à savoir G0 et G01.
FIN DU PROGRAMME
La fin du G-code devrait être plus simple. Après les dernières instructions de mouvement, vous devriez voir au moins ces deux lignes :
M5 - Important
Arrête la broche, si elle n'est pas présente, vous devrez l'éteindre manuellement à la fin du programme.
M30 - Important
Arrête le programme, ce qui équivaut à appuyer sur le bouton d'arrêt de votre interface ou de votre clavier. En l'absence de ce bouton, la machine se met simplement en pause en attendant la commande suivante.
Notez que ce document fournit une très brève introduction aux options du post-processeur et au G-code. Pour plus d'informations sur le fonctionnement du G-code avec nos machines, nous vous recommandons vivement de visiter notre centre de téléchargement et de télécharger le document intitulé "PlanetCNC G-Code Reference"