¿Qué es el G-code?
Originalmente, las máquinas para trabajar la madera y el metal se operaban manualmente y se controlaban con manivelas. La fuerza humana fue reemplazada lentamente por la máquina de vapor y luego por la electricidad, pero aún se controlaban manualmente hasta mediados del siglo XX.
En los años 40, John T. Parsons montó un servomotor en las manivelas para automatizarlas y actuó como uno de los pioneros del control numérico para máquinas herramienta.
Luego, en los años 50, ingenieros del MIT desarrollaron un lenguaje para comunicarse con la máquina. Así nació el G-code - un lenguaje que te permite enviar información a una máquina para decirle dónde ir, a qué velocidad y qué hacer en el camino. Ahora ha sido aceptado como el lenguaje universal para el fresado CNC.
¿Qué es un post-procesador?
El post-procesado es el paso final en el que el software CAM traduce las trayectorias de herramienta diseñadas a G-code, que la máquina CNC puede entender y leer para realizar operaciones como cortar, taladrar o fresar en la pieza de trabajo. Esencialmente, el post-procesado adapta la salida genérica del software CAM a los requisitos y capacidades específicos de la máquina particular que se está utilizando.
Dadas las numerosas soluciones CAM disponibles, cada una con sus propias características únicas, Mekanika no ofrece un post-procesador personalizado para cada una. Sin embargo, siempre puedes encontrar un post-procesador que generará G-code legible, aunque podrían ser necesarios algunos compromisos.
Ten en cuenta que siempre recomendamos usar Fusion360, para el cual existe un post-procesador compatible, optimizado para las fresadoras CNC de Mekanika. El proceso de instalación se describe aquí.
El G-Code se compone de cadenas de letras y números como esta, que comprenden diferentes clases de comandos de máquina.

Existen diferentes tipos de códigos:
1. Los códigos que empiezan con G son funciones de preparación, que indican una tarea específica a la máquina, como por ejemplo:
- "Hacer un agujero"
- "Fresado de una línea"
- "Moverse allí"
2. Los códigos que empiezan con M son varios comandos de máquina. Se utilizan normalmente para encender o apagar algo, como un husillo o un sistema de refrigeración.
3. Los códigos que empiezan con D, H o T definen las herramientas a utilizar y los offsets a aplicar con esa herramienta.
4. Finalmente, los códigos que empiezan con F o S definen las velocidades de avance y rotación de la máquina. Literalmente, el "Feed" (avance) y la "Speed" (velocidad). Para más información, consulta nuestro artículo homónimo.
Los diversos códigos del G-code se dividen en grupos. Una línea de G-code se compone de varias funciones, pero solo puede contener una acción por grupo para evitar errores. Por ejemplo, no se le puede pedir a la máquina que taladre y rosque un agujero al mismo tiempo.
Para descubrir los diferentes grupos de G-code y los parámetros de cada función, existen tablas de referencia, como la de LinuxCNC.
Formato de archivo
El aspecto más crucial del G-code generado por un post-procesador es su formato. Para ser legible por una máquina Mekanika, debe ajustarse al formato estándar RS274/NGC G-code. Puedes encontrar información detallada sobre este estándar aquí.
Siempre que el archivo esté correctamente formateado, puede tener cualquier extensión y seguir siendo legible por tu máquina, incluyendo .ngc, .nc, .gcode, .tap, .txt, por nombrar algunas.
Si el archivo no está formateado correctamente, es probable que la máquina no pueda leerlo.
Por eso, la mayoría de los entornos CAM incluyen un post-procesador LinuxCNC por defecto (anteriormente conocido como EMC2), que funciona bien con nuestras máquinas.
Opciones del post-procesador
En tu entorno CAM, cuando hagas clic en “Post-procesar” o “Generar G-code”, probablemente verás una ventana de diálogo como esta:

La parte importante aquí son las “Propiedades del post-procesador”, que muestran qué tipo de características tendrá tu G-code y cómo se formateará. Editarlas modificará el código generado a partir de tu trayectoria de herramienta.
Algunos entornos CAM también ofrecen la posibilidad de cambiar el encabezado de tu código, independientemente del post-procesador utilizado. Esto también puede ser muy útil, ya que la mayor parte de la configuración del código reside allí, como se explica a continuación.
Encabezado del programa
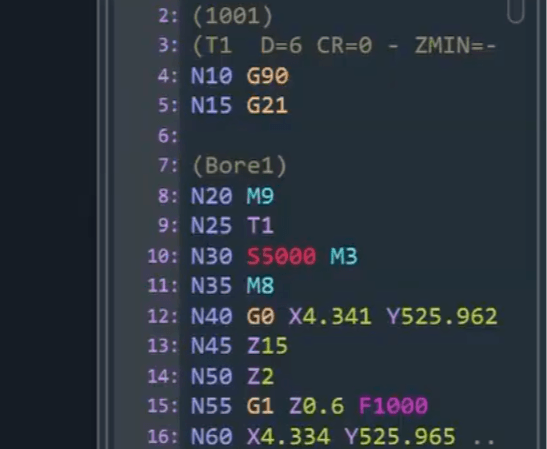
Si estás utilizando un post-procesador Mekanika, tu archivo probablemente comenzará con las siguientes líneas, dependiendo de las propiedades del post-procesador que hayas definido.

Si no utilizas nuestro post-procesador, es posible que falten ciertos comandos. Así que, vamos a desglosarlos para explicar lo que significan y darte una idea de lo importantes que son cada uno.
G90 G94 G17 G91.1 G21 - Opcional
Estos comandos suelen ser opcionales, indican que las coordenadas se expresan en milímetros, que la máquina debe usar mm/min para los comandos F (velocidad de avance), o que debe realizar movimientos circulares usando los comandos IJK.
(TODO ENTRE PARÉNTESIS) - Opcional
Estos son comentarios, lo que significa que la máquina no los leerá y que sirven como indicaciones para el usuario: especificaciones de la herramienta, nombres de operaciones, posibles advertencias y errores, etc.
T1 - Importante
La máquina carga el número de herramienta que se eligió para esta operación, en este caso, la herramienta 1. Este comando es opcional solo si utilizas una única herramienta en tu código. Si quieres tener un cambio de herramienta en tu programa, necesitarás definir los números de herramienta en tu CAM.
S17000 M3 - Importante
M3 arranca el husillo, S17000 define la velocidad de rotación a 17.000 rpm. Si utilizas un husillo que es controlado automáticamente por la máquina (VFD o DI para máquinas Mekanika), entonces este comando es obligatorio. Si falta, la máquina comenzará a moverse sin encender el husillo;
G17 G90 G94 - Opcional
Otros comandos de configuración opcionales, G17 define que trabajamos en el plano XY, los otros son repeticiones de los comandos anteriores.
G54 - Importante
Este comando significa que la máquina se moverá a posiciones relacionadas con el primer offset de trabajo seleccionado (las coordenadas de trabajo que definiste en tu pieza)
G64 P0.1 - Opcional
Utiliza este comando si quieres usar tolerancias de fusión en tu trayectoria de herramienta (avanzado y no importante en la mayoría de los casos).
Después de eso, deberías ver aparecer los primeros comandos de movimiento, concretamente con G0 y G01.
FIN DEL PROGRAMA
El final del G-code debería ser más sencillo. Después de las últimas instrucciones de movimiento, deberías ver al menos estas dos líneas:
M5 - Importante
Detiene el husillo; si no está presente, tendrás que apagarlo manualmente al final del programa.
M30 - Importante
Detiene el programa, equivalente a pulsar el botón de parada en tu interfaz o teclado. Si falta, la máquina simplemente se detendrá esperando el siguiente comando.
Ten en cuenta que este documento ofrece una introducción muy breve a las opciones del post-procesador y al G-code. Para obtener más información sobre cómo funciona el G-code con nuestras máquinas, te recomendamos encarecidamente que visites nuestro centro de descargas y descargues el documento llamado “PlanetCNC G-Code Reference”