Wat is G-code?
Oorspronkelijk werden hout- en metaalbewerkingsmachines handmatig bediend en bestuurd met zwengels. De kracht van de mens werd langzaam vervangen door stoommachines en daarna door elektriciteit, maar tot halverwege de 20e eeuw werden ze nog steeds handmatig bediend.
In de jaren '40 monteerde John T. Parsons een servomotor op de krukken om ze te automatiseren en hij was een van de pioniers van numerieke besturing voor bewerkingsmachines.
Toen, in de jaren '50, ontwikkelden ingenieurs aan het MIT een taal om met de machine te communiceren. Zo ontstond G-code - een taal waarmee je informatie naar een machine kunt sturen om hem te vertellen waar hij heen moet, hoe snel hij erheen moet en wat hij onderweg moet doen. Het is nu geaccepteerd als de universele taal voor CNC-verspaning.
Wat is een post-processor?
Post-processing is de laatste stap waarbij de CAM-software de ontworpen freesbanen vertaalt in G-code, die de CNC-machine kan begrijpen en lezen om bewerkingen uit te voeren zoals snijden, boren of frezen op het werkstuk. In wezen past post-processing de generieke uitvoer van de CAM-software aan aan de specifieke vereisten en mogelijkheden van de gebruikte machine.
Gezien de vele beschikbare CAM-oplossingen, elk met zijn eigen unieke eigenschappen, biedt Mekanika niet voor elke oplossing een aangepaste post-processor. Er is echter altijd wel een post-processor te vinden die leesbare G-code genereert, hoewel er wellicht enkele compromissen nodig zijn.
We raden altijd aan om Fusion360 te gebruiken, waarvoor een ondersteunde post-processor is, geoptimaliseerd voor Mekanika CNC freesmachines. Het installatieproces wordt hier beschreven.
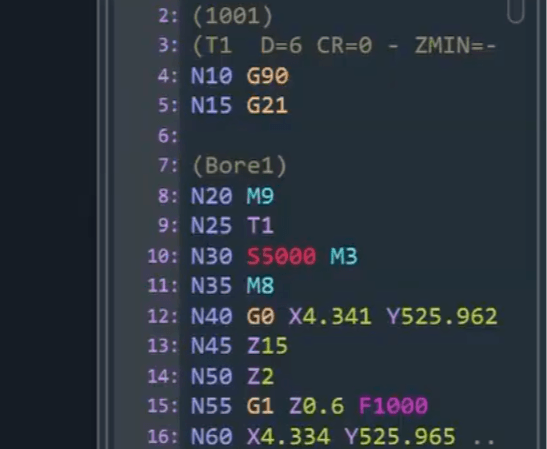
G-Code bestaat uit reeksen letters en cijfers zoals deze, die verschillende klassen machineopdrachten bevatten.

Er zijn verschillende soorten codes:
1. Codes die beginnen met G zijn voorbereidingsfuncties, die een specifieke taak aan de machine aangeven:
- "Maak een gat"
- "Frees een lijn"
- "Verplaats daarheen"
2. De codes die beginnen met M zijn verschillende machineopdrachten. Ze worden meestal gebruikt om iets aan of uit te zetten, zoals een spindel of een koelsysteem.
3. Codes die beginnen met D, H of T definiëren het gereedschap dat gebruikt moet worden en de offsets die met dat gereedschap gebruikt moeten worden.
4. Tot slot definiëren codes die beginnen met F of S de bewegings- en draaisnelheden van de machine. Letterlijk de"Aanvoer" en"Snelheid". Raadpleeg ons gelijknamige artikel voor meer informatie.
De verschillende codes in de G-code zijn onderverdeeld in groepen. Een regel G-code bestaat uit verschillende functies, maar kan slechts één actie per groep bevatten om fouten te voorkomen. De machine kan bijvoorbeeld niet worden gevraagd om tegelijkertijd een gat te boren en te tappen.
Om de verschillende groepen G-code en de parameters van elke functie te ontdekken, zijn er referentietabellen, zoals die van LinuxCNC.
Bestandsformaat
Het meest cruciale aspect van de G-code die door een post-processor wordt gegenereerd, is het formaat. Om door een Mekanika machine gelezen te kunnen worden, moet de G-code voldoen aan de standaard RS274/NGC G-code formaat. Gedetailleerde informatie over deze standaard is hier beschikbaar.
Zolang het bestand correct geformatteerd is, kan het elke extensie hebben en nog steeds leesbaar zijn door je machine, inclusief .ngc, .nc, .gcode, .tap, .txt, om er een paar te noemen.
Als het bestand niet goed geformatteerd is, zal het waarschijnlijk niet leesbaar zijn voor de machine.
Daarom bevatten de meeste CAM-omgevingen standaard een LinuxCNC post-processor (voorheen bekend als EMC2), die goed werkt met onze machines.
Post-processor opties
Als je in je CAM-omgeving op "Post-processor" of "G-code genereren" klikt, zie je waarschijnlijk een dialoogvenster zoals dit:

Het belangrijke deel hier zijn de "Post properties", deze laten zien wat voor eigenschappen je G-code zal hebben en hoe het geformatteerd zal worden. Als je deze wijzigt, verandert de code die uit je gereedschapspad wordt gegenereerd.
Sommige CAM-omgevingen bieden ook de mogelijkheid om de header van je code te wijzigen, ongeacht de gebruikte post-processor. Dit kan ook erg handig zijn, aangezien het grootste deel van de codeconfiguratie daar zit, zoals hieronder wordt uitgelegd.
Koptekst programma
Als je een Mekanika post-processor gebruikt, zal je bestand waarschijnlijk beginnen met de volgende regels, afhankelijk van de post-eigenschappen die je hebt gedefinieerd.

Als je onze post-processor niet gebruikt, kunnen bepaalde commando's ontbreken. Laten we ze uit elkaar halen om uit te leggen wat ze betekenen en je inzicht te geven in hoe belangrijk ze zijn.
G90 G94 G17 G91.1 G21 - Optioneel
Deze commando's zijn vaak optioneel, ze geven aan dat de coördinaten worden uitgedrukt in millimeters, dat de machine mm/min moet gebruiken voor F-commando's (voedingssnelheid), of dat hij cirkelvormige bewegingen moet maken met IJK-commando's.
(ALLES IN RUBRIEKEN) - Optioneel
Dit zijn opmerkingen, wat betekent dat de machine ze niet leest en dat ze dienen als aanwijzingen voor de gebruiker: gereedschapsspecificaties, namen van bewerkingen, mogelijke waarschuwingen en fouten, enz.
T1 - Belangrijk
De machine laadt het gereedschapnummer dat voor deze bewerking is gekozen, in dit geval gereedschap 1. Deze opdracht is alleen optioneel als je maar één gereedschap gebruikt in je code. Als je een gereedschapswissel in je programma wilt hebben, moet je gereedschapsnummers definiëren in je CAM.
S17000 M3 - Belangrijk
M3 start de spindel, S17000 bepaalt het toerental op 17.000 omw/min. Als je een spindel gebruikt die automatisch door de machine wordt bestuurd (VFD of DI voor Mekanika machines), dan is dit commando verplicht. Als het ontbreekt, zal de machine gaan bewegen zonder de spindel in te schakelen;
G17 G90 G94 - Optioneel
Andere optionele configuratiecommando's, G17 definieert dat we in het XY-vlak werken, de andere zijn herhalingen van de bovenstaande commando's.
G54 - Belangrijk
Deze opdracht betekent dat de machine naar posities gaat die gerelateerd zijn aan de eerste geselecteerde werkoffset (de werkcoördinaten die je op je werkstuk hebt gedefinieerd).
G64 P0.1 - Optioneel
Gebruik deze opdracht als je mengtoleranties wilt gebruiken op je gereedschapspad (geavanceerd en in de meeste gevallen niet belangrijk).
Daarna zou je de eerste verplaatsingsopdrachten moeten zien verschijnen, namelijk met G0 en G01.
PROGRAMMA-EINDE
Het einde van de G-code zou eenvoudiger moeten zijn. Na de laatste bewegingsinstructies zou je ten minste deze twee regels moeten zien:
M5 - Belangrijk
Stopt de spindel. Als deze niet aanwezig is, moet je hem aan het einde van het programma handmatig uitschakelen.
M30 - Belangrijk
Stopt het programma, vergelijkbaar met het indrukken van de stopknop op je interface of toetsenbord. Als deze ontbreekt, pauzeert de machine gewoon in afwachting van het volgende commando.
Merk op dat dit document een zeer korte introductie geeft tot post-processor opties en G-code. Voor meer informatie over hoe G-code werkt met onze machines, raden wij u ten zeerste aan ons downloadcentrum te bezoeken en het document genaamd "PlanetCNC G-Code Reference" te downloaden.