
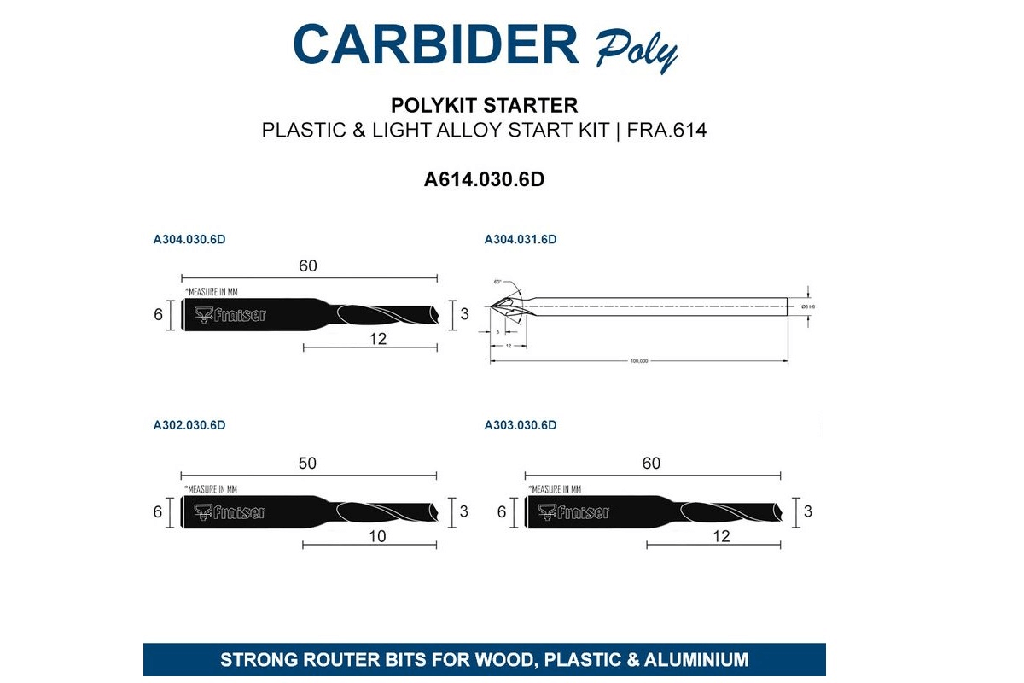











End Mills - Poly Kit 3mm
The essential 4-end mills kit for machining plastics and aluminium materials (including light alloys), 3mm cutter and 6mm shank. Fraiser developed this unique kit with an exclusive cutting-edge geometry that allows for a burr-free finish due to the lapped (polished) helix.
Description
You will get the following end mills, all shipped together in individual protective packages:
- A212.060.6D, a V-cut and engraving cutter, 60°, for applications in plastics, plexiglass and light alloys such as aluminium and copper.
- A304.031.6D, a one-flute milling cutter for cutting plastics and derivatives.
- A302.030.6D, a one-flute milling cutter for cutting aluminium and light alloys.
- A303.030.6D, a downcut one-flute cutter. Thanks to the negative pushing helix, it allows you to mill sheets with small thicknesses without getting too much vibration.
All the end mills have a 3mm cutting diameter and a 6mm shank diameter.
WARNING: Collets are not provided in the kits
We also provide a pre-configured library of tools for Fusion360, which will help you get the optimised cutting parameters for these end mills. For those of you that use a different CAM environment. the zip archive contains a text file with all the cutting parameters as well.
Note: Considering that your machine, your end mill stickout, and the material used will be in different conditions than the ones used to determine the parameters, we recommend you use the parameters as ideal values to be reached gradually. Always start with slightly lower values and gradually increase, being ready to intervene if the milling should proceed in the wrong way. We decline all responsibility for the results obtained. Also note that if you are working against the grain of wood, the indicated feed rate values should be multiplied by 0.7. The same factor should be applied if working on Evo, since the machine is less rigid than the Pro and Fab models.